Learn about alumina ceramics in one minute
Learn about alumina ceramics in one minute
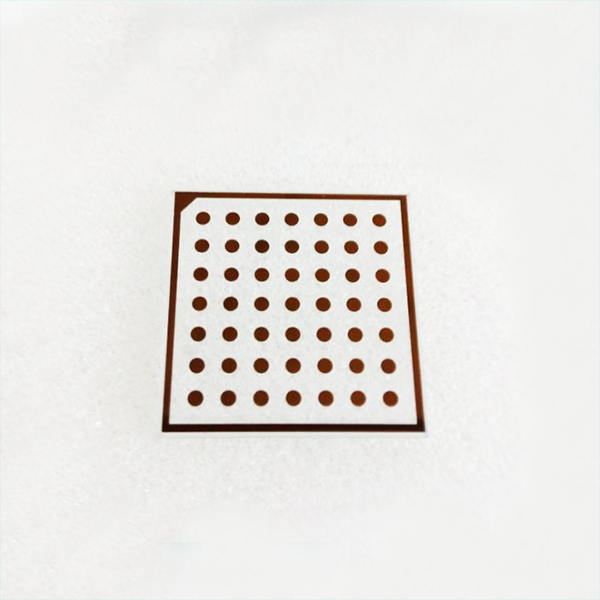
Alumina ceramics
Alumina ceramics is a ceramic material with alumina (Al2O3) as the main body, which is used in thick film integrated circuits. Alumina ceramics have good conductivity, mechanical strength and high temperature resistance. It should be noted that ultrasonic cleaning is required. Alumina ceramics is a kind of ceramics with a wide range of uses. Because of its superior properties, it has been widely used in modern society and meets the needs of daily use and special properties.
Chinese name:氧化铝陶瓷
Foreign name : Alum whiteware
Main body :Alumina
Type : Ceramic material
Application : Thick film integrated circuits
Characteristic : Good conductivity and mechanical strength

The technology of alumina ceramics is becoming more and more mature, but some indicators still need to be improved, which requires joint research.
At the same time, about some performance parameters of alumina ceramics, I also hope that everyone can clearly put forward, so that researchers and manufacturers can study and design according to the requirements of users, so as not to have no purpose.
Category : Alumina ceramics are divided into two types: high-purity type and ordinary type.
High-purity alumina ceramics are ceramic materials with Al2O3 content of more than 99.9%. Because their sintering temperature is as high as 1650-1990 ° C and the transmission wavelength is 1-6 μm, they are generally made of molten glass to replace platinum crucibles; use its light transmission. It can be used as a sodium lamp tube because of its properties and corrosion resistance of alkali metals; it can be used as an integrated circuit substrate and a high-frequency insulating material in the electronics industry.
Ordinary alumina ceramics are divided into 99 porcelain, 95 porcelain, 90 porcelain, 85 porcelain and other varieties according to the content of Al2O3. Sometimes those with Al2O3 content of 80% or 75% are also classified as ordinary alumina ceramics series. Among them, 99 alumina ceramic materials are used to make high-temperature crucibles, refractory furnace tubes and special wear-resistant materials, such as ceramic bearings, ceramic seals and water valve plates; 95 alumina ceramics are mainly used for corrosion-resistant and wear-resistant parts; 85 ceramics Because part of talc is often mixed into it, the electrical properties and mechanical strength are improved, and it can be sealed with metals such as molybdenum, niobium, and tantalum, and some are used as electric vacuum devices.
Craftsmanship : Powder preparation
The incoming alumina powder is prepared into powder materials according to different product requirements and different molding processes. The particle size of the powder is below 1 μm. If the high-purity alumina ceramic products are manufactured, in addition to the alumina purity of 99.99%, ultra-fine grinding and uniform particle size distribution are required. When extrusion molding or injection molding is used, binder and plasticizer need to be introduced into the powder. Generally, the thermoplastic or resin organic binder with a weight ratio of 10-30% should be mixed with the alumina powder at a temperature of 150-200 Mixed uniformly at the bottom to facilitate the molding operation. The powder raw material formed by the hot pressing process does not need to add a binder. If semi-automatic or fully automatic dry pressing is used, there are special process requirements for the powder. It is necessary to use the spray granulation method to process the powder to make it appear spherical, so as to improve the fluidity of the powder and facilitate automatic filling of the mold during molding. wall. In addition, in order to reduce the friction between the powder and the die wall, it is necessary to add 1-2% lubricant, such as stearic acid, and the binder PVA.
For dry pressing, the powder needs to be spray granulated, and polyvinyl alcohol is introduced into it as a binder. A research institute in Shanghai developed a water-soluble paraffin as a binder for Al203 spray granulation, which has good fluidity under heating. The powder after spray granulation must have good fluidity, loose density, and the flow angle friction temperature is less than 30 ℃. The particle gradation ratio is ideal and other conditions to obtain a larger green density.
Molding method : Forming methods of alumina ceramic products include dry pressing, grouting, extrusion, cold isostatic pressing, injection, casting, hot pressing and hot isostatic pressing. In recent years, pressure filtration molding, direct solidification injection molding, gel injection molding, centrifugal grouting and solid free molding have been developed at home and abroad in recent years. Products with different product shapes, sizes, complex shapes and precision require different molding methods.
Commonly used molding introduction:
1. Dry pressing: The dry pressing technology of alumina ceramics is limited to objects with a simple shape, an inner wall thickness of more than 1 mm, and a length-to-diameter ratio of not more than 4:1. The molding method is uniaxial or bidirectional. There are two types of presses, hydraulic and mechanical, which can be semi-automatic or fully automatic. The maximum pressure of the press is 200Mpa. The output can reach 15 to 50 pieces per minute. Due to the uniform stroke pressure of the hydraulic press, the height of the pressed parts is different when the powder filling is different. However, the pressure applied by the mechanical press varies with the amount of powder filling, which may easily lead to differences in dimensional shrinkage after sintering and affect product quality. Therefore, the uniform distribution of powder particles during dry pressing is very important for mold filling. Whether the filling amount is accurate or not has a great influence on the dimensional accuracy control of the manufactured alumina ceramic parts. Powder particles larger than 60 μm and between 60 and 200 meshes can obtain the maximum free flow effect and the best pressure molding effect.
2. Grouting method: Grouting is the earliest forming method of alumina ceramics. Due to the use of plaster molds, the cost is low and it is easy to form parts with large sizes and complex shapes. The key to grouting is the preparation of alumina slurry. Usually water is used as the flux medium, and then debonding agent and binder are added, fully ground and exhausted, and then poured into the plaster mold. Due to the adsorption of water by the capillary of the plaster mold, the slurry solidifies in the mold. When hollow grouting, when the mold wall absorbs the slurry to the required thickness, the excess slurry needs to be poured out. In order to reduce the shrinkage of the green body, a high-concentration slurry should be used as much as possible.
It is also necessary to add organic additives to the alumina ceramic slurry to form an electric double layer on the surface of the slurry particles, so that the slurry can be stably suspended without precipitation. In addition, it is necessary to add binders such as vinyl alcohol, methyl cellulose, alginate amine, and dispersants such as polyacrylamine and gum arabic, all of which are aimed at making the slurry suitable for grouting operation.
Firing technology
The technical method of densifying a granular ceramic body and forming a solid material is called sintering. Sintering is a method of removing the voids between the particles in the body, removing a small amount of gas and impurity organic matter, and making the particles grow and combine with each other to form a new substance.
The heating device used for firing is the most widely used electric furnace. In addition to normal pressure sintering, that is, pressureless sintering, there are also hot pressing sintering and hot isostatic pressing sintering. Although continuous hot pressing sintering increases the output, the cost of equipment and molds is too high. In addition, due to the axial heating, the length of the product is limited. Hot isostatic pressing uses high temperature and high pressure gas as the pressure transmission medium, which has the advantage of uniform heating in all directions, and is very suitable for the sintering of products with complex shapes. Due to the uniform structure, the material properties are improved by 30-50% compared with cold-pressed sintering. It is 10-15% higher than general hot pressing sintering. Therefore, some high value-added alumina ceramic products or special parts for national defense and military industries, such as ceramic bearings, mirrors, nuclear fuel and gun barrels and other products, use the hot isostatic pressing method.
In addition, microwave sintering method, arc plasma sintering method and self-propagating sintering technology are also being developed and researched.
Finishing and packaging operations
Some alumina ceramic materials need to be finished after sintering. Products that can be used as artificial bone require a high surface finish, like a mirror surface, to increase lubricity. Due to the high hardness of the alumina ceramic material, it is necessary to use a harder grinding and polishing tile material for finishing. Such as SIC, B4C or diamond and so on. Usually, it is ground in stages from coarse to fine abrasives, and the final surface is polished. Generally, Al2O3 powder or diamond paste of <1μm can be used for grinding and polishing. In addition, laser processing and ultrasonic processing grinding and polishing methods can also be used.
Alumina ceramic strengthening process
In order to strengthen alumina ceramics and significantly improve its mechanical strength, a new alumina ceramic strengthening process has been introduced abroad. The process is novel and simple, and the technical means adopted is to coat a layer of silicon compound film on the surface of alumina ceramics by electron beam vacuum coating, sputtering vacuum coating or chemical vapor deposition, and heat it at 1200°C to 1580°C. treatment to temper the alumina ceramic.
The mechanical strength of the reinforced alumina ceramics can be greatly increased on the original basis to obtain alumina ceramics with ultra-high strength.
Features
1. High hardness
As determined by the Shanghai Institute of Silicate, Chinese Academy of Sciences, its Rockwell hardness is HRA80-90, second only to diamond in hardness, far exceeding the wear resistance of wear-resistant steel and stainless steel.
2. Excellent wear resistance
As determined by the Institute of Powder Metallurgy of Central South University, its wear resistance is 266 times that of manganese steel and 171.5 times that of high-chromium cast iron. According to our customer follow-up survey for more than ten years, under the same working conditions, the service life of the equipment can be extended by at least ten times.
3. Light weight
Its density is 3.5g/cm3, which is only half of steel, which can greatly reduce the equipment load.
Sintering equipment
Alumina ceramic sintering equipment:
Studio size: 13720 length/280x2 width/450 height (including push plate)
Push plate size: 240L/270W/40H/mm
Material: Extra-grade jade-resistant mullite (DGM90)
Rated power: about 210KW
Constant temperature power: about 130KW (affected by product weight, temperature, and propulsion speed, for reference)
Rated operating temperature in high temperature zone: 1400℃
Temperature control points: 10 points
Instrument temperature control accuracy: ±2°C (after steady state).
The temperature rise of the furnace side wall surface: ≤55℃ (the center position of the outer surface of the decorative board).
Propulsion speed: 500~1500mm/h (continuously adjustable)
Holding time: 5h (adjusted by advancing speed, advancing speed: 980mm/h)
Main thruster thrust: 3T
Working power: 3-phase 4-wire, 380V
Maximum physical size of electric kiln: about 16000L/1800W/1700H mm
Technical indicators
Main technical indicators of wear-resistant ceramics:
Alumina ceramic content: ≥92%
Density: ≥3.6 g/cm3
Rockwell hardness: ≥80 HRA
Compressive strength: ≥850 Mpa
Fracture toughness KIC: ≥4.8MPa m1/2
Bending strength: ≥290MPa
Thermal conductivity: 20W/m.K
Thermal expansion coefficient: 7.2×10-6m/m.K
Alumina ceramic substrate, escort for electronic products